1.金剛鎮(zhèn)床液壓系統(tǒng)
某液壓件廠的閥車間��,自制一臺(tái)專用設(shè)備金剛篷床�,加工閥體內(nèi)孔���。系統(tǒng)組成為進(jìn)油調(diào)速回路,所用液壓件如下:
(1)YB—A6B—JL型單級(jí)葉片泵
(2)YF—B01B型溢流閥
(3)34D0—BIOH—T型三位四通電磁換向閥
(4)QDFT型B8H型流量控制閥
(5)DJ—J50C型液壓缸
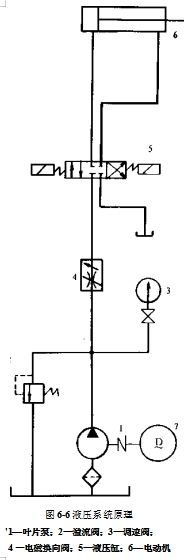
2.液壓系統(tǒng)原理如圖6-6所示。
將三臺(tái)控制閥�,集中安裝在油路塊的三個(gè)面上,這臺(tái)專用機(jī)床非常簡(jiǎn)單��,但很實(shí)用�����,對(duì)它的要求是:
(1) 進(jìn)刀穩(wěn)定性
金剛鎮(zhèn)床的重點(diǎn)技術(shù)性能是����,進(jìn)刀速度不能快,能調(diào)到越慢越理想�,而主軸的轉(zhuǎn)速則高達(dá)2OOOr/min以上,要求鋰桿的剛度很高 (用硬質(zhì)合金)�。
(2) 調(diào)節(jié)速度
金剛鎮(zhèn)床的溜板是靠液壓缸向前推進(jìn)的,最低前進(jìn)速度 20mm/min,實(shí)際使用時(shí)30 - 40mm/min,這臺(tái)專用設(shè)備操作人員 使用起來(lái)��,特別輕松而省力�����,加工內(nèi)孔的質(zhì)量亦很理想����,無(wú)圓錐度 和橢圓度內(nèi)孔表面光潔度很高����,幾何精度也達(dá)到圖紙規(guī)定���,從而生產(chǎn)效率也高���。
3.油路塊加工
金剛權(quán)床的油路塊如圖6-7所示�。
加工方法如圖6-7所示。
油路塊的六個(gè)面����,在平面磨床上精磨后。
①將三臺(tái)控制閥的安裝螺孔�����,劃線鉆出底孔����,注意:將螺紋攻完,而螺紋深度應(yīng)超出螺釘長(zhǎng)度5mm為宜�����。必須與平面垂直,然后用鉆模板����,以這四個(gè)螺釘孔定位,把通油孔道鉆成����。
②這種加工油路塊工藝方法,是保證液壓元件油孔與油路塊通 油孔對(duì)位準(zhǔn)確的有效方法��。亦是防止兩個(gè)平面間漏油的重要措施�。
③油路塊上"P、A���、B”孔的螺紋為M18 x 1.5其深度為25mm,則必須與024平面型魚(yú)眼坑垂直�。加工工藝應(yīng)為鉆螺紋底 孔�����,鉆劃魚(yú)眼坑和攻M18X1.5螺紋一次裝卡完成這三道工序����,才可保證垂直,并為排除漏油奠定基礎(chǔ)����。
④鉆摸板二個(gè)面在平磨上磨完后�,要在座標(biāo)健床上加工出六個(gè)及八個(gè)孔����,因座標(biāo)鎮(zhèn)床對(duì)孔距公差可以控制在0.006之內(nèi),一般油 路塊的孔距誤差要求為±0.1mm之內(nèi)�����。
只有按上述介紹的加工方法����,加工油路塊時(shí)����,可以保證液壓油的油溫上升到60Y,連接處也不會(huì)漏油。
|


 您現(xiàn)在的位置:
您現(xiàn)在的位置:


