管路連接漏油及解決方法:
液壓傳動設(shè)備運(yùn)轉(zhuǎn)一個時期后�,程度不同的發(fā)現(xiàn)漏油問題,而漏油的因素是復(fù)雜的和多方面的�。這里重點(diǎn)介紹連接型式方面的漏油,把漏油的原因和所在部位找準(zhǔn)���,有針對性的采取有效辦法杜絕 漏油���。液壓件連接有:公制螺紋��,圓錐管螺紋和圓柱管螺紋多種���,它們的連接密封型式各不相同,有以下幾種分別敘述如下:
1.公制螺紋連接處漏油
(1)端面密封
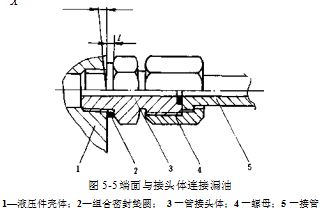
①公制螺紋連接時���,液壓件的端面規(guī)定應(yīng)鉆劃出平面型魚眼坑 深為1mm,粗糙度應(yīng)為礦��,它必須與螺紋垂直����,釆用(JB 982— 77)組合密封墊圈與(JB 984-77) “焊接式端直通管接頭體”連接����。
②采用(GB 3733.1—83) “卡套式端直通管接頭”,也是靠端面密封����,其端面與螺紋亦要保證垂直度,其接頭體與元件連接才不會漏油���,如果誤差過大時����,用于液壓系統(tǒng)油溫升高后就要漏油。
③液壓元件本身的連接螺紋與端面的垂直度問題非常重要����,是液壓件生產(chǎn)廠在加工'過程中,由工藝或工裝來保證的���,具體作法 是:在鉆床上鉆螺紋底孔的同時,把螺紋攻成并將平面形魚眼坑鉆 劃岀來(元件殼體不動)更換鉆具����,,只要采用這樣加工工藝,其端 面(魚眼坑)與螺紋才可保證垂直度���。用于系統(tǒng)油溫升高到60Y 時�,端面與接頭體間也不會漏油�。見圖5-5連接型式,殼體與螺紋不垂直一X過大����。
2.端面與接頭體連接漏油見圖5-5所示。
3.管接頭不合格漏油
(1)焊接式管接頭體的另一端與管路連接�,也是靠端面封油。鋼管的一端與(JB 2099—77)“焊接式管接頭接管”,而接管的端面與接頭體間靠�。形橡膠密圈密封,這種封油性能很好�����,油溫上升到60Y壓力達(dá)到31.5MPa也不會漏油����,若加工時有誤也會漏 油。
(2)管接頭安放���。形圈槽的深度必須符合(JB 984—77) “焊 接式端直通管接頭體”技術(shù)標(biāo)準(zhǔn)��,若深度超差太多時���,接管端面與0形圈壓縮率太小,油溫升到55Y時同樣會漏油�����;深度較淺又會把0形圈壓縮變形�����,不合格的接頭體如圖5-6所示。
4.油路管道應(yīng)力未消除造成漏油
一般配管的作法是:先將接頭體和接管擰在液壓件或油路塊上�����,油路管對正接管后�����,在其圓周點(diǎn)焊上幾處����,卸下來重新再焊其 圓周,這種做法不能消除管路應(yīng)力�,當(dāng)系統(tǒng)達(dá)到額定壓力�����,油溫上升到55Y左右時定會漏油���,因為螺母的端面面積小�,抵消不過鋼 管的應(yīng)力�。如若釆用氣焊烤紅管路,同樣不會消除鋼管應(yīng)力��。見圖 5-7所示油路管應(yīng)力未消除而漏油。
解決管路應(yīng)力的方法:

(1)對系統(tǒng)配管時�����,必須消除管路應(yīng)力����。管接頭體先裝上組合 密封墊圈,再擰緊于液壓件或油路塊上��,這次不要放����。形密封圈
(2)用兩根冷撥無縫鋼管比實(shí)際尺寸長一點(diǎn),先將JB2099一 77 “焊接式管接頭接管”分別與兩根鋼管的一端對正焊牢�����。
①待冷卻后分別與兩端管接頭體擰緊�����,注意:此時要把鋼管托起來�����,使螺母將“接管”壓牢。兩端連接牢固后����,將長的部分鋸掉。
②兩側(cè)無縫鋼管的長短已經(jīng)合適�����,兩端螺母要擰的很緊很緊, 此時兩端面對正�����,而是手離開鋼管時兩端面不錯開為標(biāo)準(zhǔn)��,中間應(yīng) 留0,5mm的間隙���,這時要在上面把兩鋼管對縫圓周焊接牢固。一 根油路管中間多一個焊縫��,等冷卻之后再卸下來��,這樣裝配油路管道的程序���,應(yīng)力才能徹底消除�����。
按照凈化工藝規(guī)定�����,對所有管路進(jìn)行徹底清理后����,再進(jìn)行第二次安裝,此時將各種密封件全部裝入����,并用力擰緊各連接部位。釆 用這種程序安裝系統(tǒng)配置管路����,工作壓力達(dá)到31.5MPa時,油溫上升到60Y時���,管接頭部位也不會漏油�����。
5.圓錐螺紋連接處漏油解決方法
管接頭體若采用圓錐螺紋時�,它與液壓件或油路塊之間的連接,是以靠內(nèi)�����,外螺紋間密封的���,為了消除外螺紋加工的誤差�����,一 般采用聚四氟乙稀生料帶(俗稱密封帶)纏繞在外螺紋上邊����,在纏繞的過程一定要用點(diǎn)力�,將生料帶拉薄纏到螺紋底部,再擰緊于內(nèi) 螺紋中�,起密封作用。 '
石油工業(yè)系統(tǒng)的管路��,也釆用圓錐螺紋型式連接���,但它不允許 纏繞密封帶或密封膠類物質(zhì),只靠內(nèi)����、外間的圓錐度起.密封作用�, 并可承受40MPa的工作壓力不滲不漏���。
6.油路塊加工不良
生產(chǎn)液壓泵站時��,為減少管路接頭多����,造成漏油環(huán)節(jié)多的弊端�,要采用油路塊集中安裝的型式組成控制系統(tǒng)。
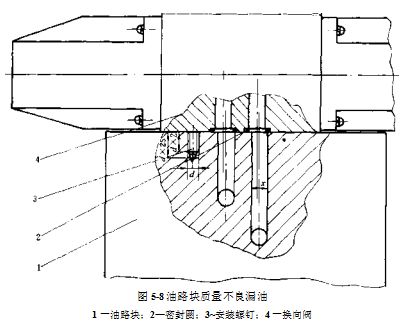
7.油路塊漏油(見圖5-8)
?個油路塊至少安裝兩臺控制閥���,多的可安裝四臺各種閥�,以求減少連接環(huán)節(jié)��,是防止漏油的一種好辦法�,但油路塊制造質(zhì)量不 良時,同樣也會漏油���。目前多數(shù)泵站都存在不同程度的漏油情況���,特別油溫上升到5OY以上時�����,漏油比較嚴(yán)重�。
(1)漏油的原因
漏油的原因是:控制閥與油路塊兩者通油孔道的中心距“%”
誤差過大造成的���,�。形密封圈未能將油路塊的通油孔道完全遮蓋嚴(yán)��,見圖5-8所示為兩件之間漏油情況����。
(2)解決方法
解決漏油的方法:釆用工藝裝備(鉆模板)鉆通油孔道,可徹底解決兩件間的通油孔道誤差過大的缺點(diǎn)�。
①鉆模板的各種孔(大小孔)要在坐標(biāo)蓬床上全部加工完成, 孔距誤差可控制在土0.006mm以內(nèi),一般孔距誤差要求在土 0.1mm�����。以安裝閥的四個螺釘孔定位�����,在鉆模板上安裝四個定位銷釘,插入閥體四個安裝孔中��。
②將閥體的四個安裝螺釘孔要先劃線鉆出螺紋底孔��,鉆模板以這四個孔定位���,再鉆通油孔道,這樣加工的程序�����,能保證與閥體的
通油孔道的中心距“#"對位準(zhǔn)確����,既使油溫上升到60Y時也不會發(fā)生漏油。
(3)安裝控制閥的螺釘
①安裝控制閥的四個螺釘長度����,應(yīng)是螺釘直徑的兩倍以上,見圖5-8所示�。
②螺釘孔的深度要大于2.5倍以上。
③螺釘?shù)牟馁|(zhì)要用35GrM,高強(qiáng)度合金鋼螺釘安裝為妥�。
按照這樣作法液壓閥與油路塊之間緊固接觸才能嚴(yán)密。而油溫升到60Y也不會漏油����。
9.對液壓件廠的要求
綜上所述���,漏油的因素表現(xiàn)在方方面面,要作到禁止漏油��,首先液壓件制造廠要作好以下工作:
(1)從鑄件清砂作起��,將方向閥和節(jié)流閥等內(nèi)部油道的粘砂解決好�;應(yīng)研究芯砂的先進(jìn)配方,使其在鐵水高溫澆注條件下����,芯砂 不氧化,不粘結(jié)在油道的內(nèi)壁上�。這是解決清砂的唯一途徑。再經(jīng) 過化學(xué)清砂處理����,使清砂問題得到徹底解決。
(2)在生產(chǎn)過程中����,嚴(yán)格按照圖紙中技術(shù)要求及有關(guān)規(guī)定加工,比如:同軸度��,幾個零件組裝時的累計誤差,不要超出規(guī)定界限以及圖紙規(guī)定的倒角等��。
(3)液壓泵站的生產(chǎn)單位�����,對液壓系統(tǒng)清潔問題也負(fù)有重要責(zé)任�,如油路塊加工后的鐵屑清理�,管路的凈化處理要達(dá)到徹底清除雜質(zhì),以及油箱內(nèi)的潔凈等��。
上述三項工作各單位都能認(rèn)真執(zhí)行無誤����,我國的液壓傳動設(shè)備,不滲����、不漏油的前景可將實(shí)現(xiàn),達(dá)到發(fā)達(dá)國家液壓設(shè)備的先進(jìn)水平將指日可待��。
|


 您現(xiàn)在的位置:
您現(xiàn)在的位置: